冷拔油缸管厂家
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 1公斤 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
| 范围 | 冷拔油缸管 供应范围覆盖江苏省、南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 云龙区、贾汪区、泉山区、铜山区、丰县、沛县、睢宁县、新沂市、邳州市等区域。 |






徐州珩磨管油缸管绗磨管液压系统的作用是通过改变压力来增加力。一个完整的液压系统由五部分组成,即动力部件、执行部件、控制部件、辅助部件(附件)和液压油。液压系统可分为两类:液压传动系统和液压控制系统。液压传动系统的主要功能是传递动力和运动。液压控制系统应使液压系统的输出满足特定的性能要求(特别是动态性能)。一般来说,液压系统主要是指液压传动系统。
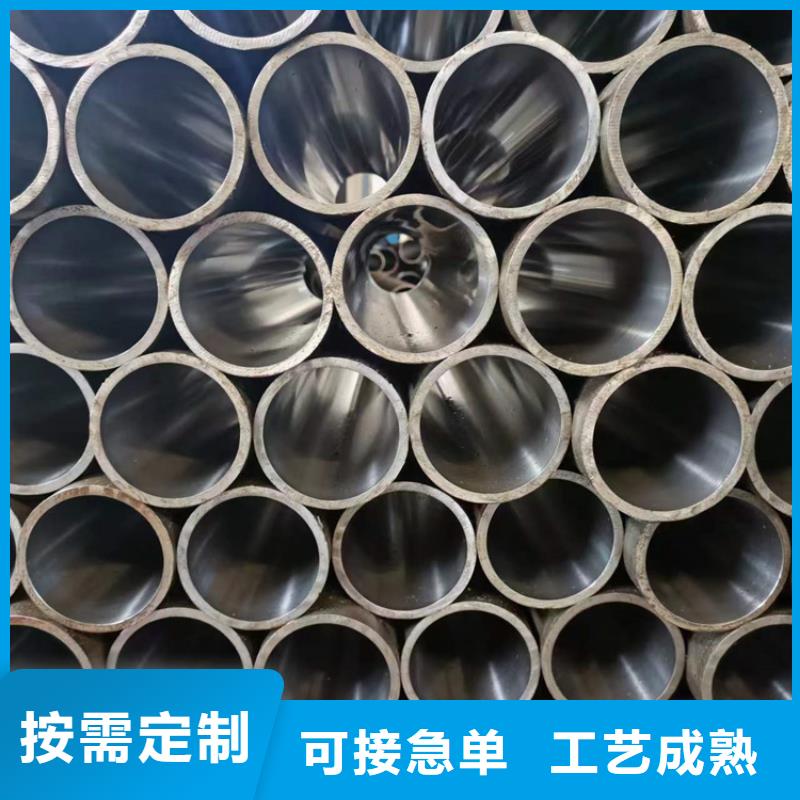
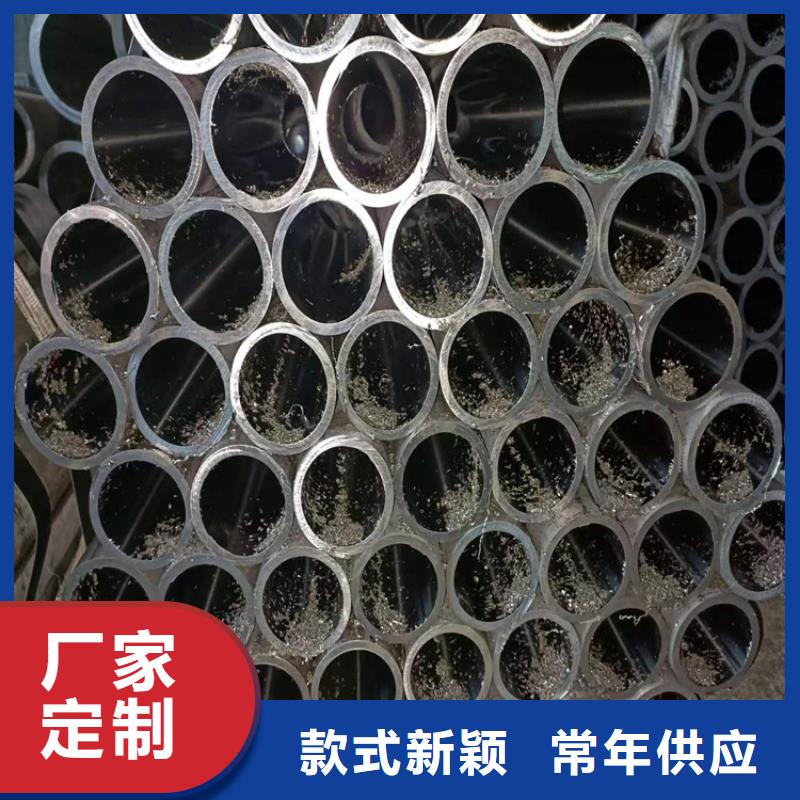
绗磨油缸管和冷拔管表面有一层油,在冷拔过程中,会有油润滑和挤压,使原来的大直径变小,直径和壁厚的机械能发生变化!绗缝筒管大多也是冷拔管,因为精度公差范围比普通无缝管小,精度接近普通无缝管!冷拔用绗缝机和无缝管绗缝机也需要用油,其功能可以提高平整度和金属本身部分等!绗缝管和冷拔管没有特殊要求,也有交叉使用!因为它的平直度和光滑度都能达到 标准以内,肉眼几乎是一样的!只是不同的加工技术!绗缝油缸管和冷拔管的共同特点是尺寸精度高、表面光洁度好的精密无缝管,适用于机械结构和液压设备。采用精密无缝钢管制造机械结构或液压设备,可大大节省加工时间,提高材料利用率,提高产品质量。滚压管
徐州珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管

徐州珩磨管油缸管绗磨管如何正确布置珩磨管使用的焊条和焊剂应与焊管材料相匹配,品牌应有明确的基础数据、产品合格证和使用寿命。焊条和焊剂在使用前应按产品说明书进行干燥,使用期间应保持干燥,并在同 使用。焊条涂层应无脱落和裂纹。珩磨后表面良好,有利于润滑油的储存和油膜的维护。表面支撑率高,能承受较大载荷,提高产品使用寿命;加工范围广。主要加工圆柱孔。使用珩磨头,还可以加工锥形孔、椭圆孔等。加工精度高,主要是一些中小尺寸的光通孔,其圆柱度可小于0.001mm。部分壁厚不均匀的零件圆度可达0.002mm。对于大孔,圆度也可达到0.005mm,珩磨精度高于磨削精度。珩磨管是一种由无缝钢管制成的无缝钢管,用于机械结构或液压设备。钢管经过冷拔或冷轧处理。由于内外壁无氧化层,高压无泄漏,光洁度高,冷弯、扩口、压扁无变形,无裂纹,主要用于生产气动或液压产品。滚压管
徐州珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管

- 优选:桥梁栏杆本地厂家 2026-04-05
- X光防护铅玻璃参数详情 2026-04-05
- 通知:心理咨询师全国统一报名入口下证时间短 2026-04-05
- 9SiCr方钢优质供货商 2026-04-05
- 亚硝酸钠 2026-04-05
- 农村火的二层别墅现代别自建别墅官网 2026-04-05
- 发电机出租多年专注 2026-04-05
- 社区宣传栏实力厂家 2026-04-05
- 发电机出租-发电机出租放心 2026-04-05
- 租赁发电机采购 2026-04-05
- 植物纤维毯水保植生毯品质优良 2026-04-05
- 洗沙设备_轮式洗沙机可接急单 2026-04-05
- 超导体电锅炉省电 2026-04-05
- 矿山花轮胎抗刺扎 2026-04-05
- 不锈钢护栏-不锈钢碳素钢复合管工厂现货供应 2026-04-05
产品



联系方式
